
Le tournage entre pointes consiste à usiner ou rectifier une pièce qui est serrée entre une pointe dite « fixe » qui tourne avec la broche et une pointe dite « tournante », qui est placée dans la contre poupée et qui est entrainée par la pièce. Pour empêcher la pièce de glisser sur les pointes, on utilise un plateau qui entraine le toc et la pièce.
Présentation

Cette opération est principalement utilisée pour du rectifiage qui nécessite une concentricité quasi parfaite d’un bout à l’autre de la pièce et ce, même après retournement. On peut aussi l’utiliser pour tourner des pièces parfaitement concentriques. Je l’utilise aussi pour des pièces que je ne peux pas serrer dans un mandrin, du fait de leur géométrie. C’est ce dernier cas de figure que j’utilise dans la vidéo ci-dessous.
Comme indiqué précédemment, on utilise donc :
- Un plateau avec doigt, tournant avec la broche du tour

- Un toc entrainant la pièce (celui de la photo est un toc maison, dont vous pourrez trouver le dossier technique en téléchargement dans quelques jours.

- Une pointe fixe (celle de gauche) placée dans la broche du tour et une pointe tournante (celle de droite) placée dans la contre poupée.

Méthode
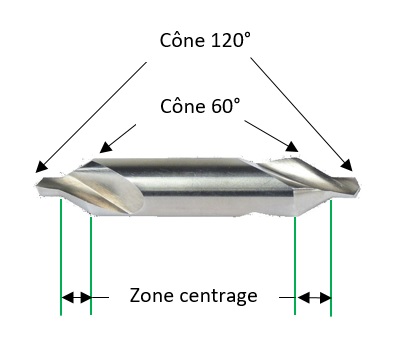
Avant de pouvoir usiner la pièce, il est nécessaire d’y faire un centrage des deux côtés à l’aide d’une mèche à centrer. Petit rappel concernant la mèche à centrer. Il faut impérativement forer le trou jusqu`au cône de 60° et y compris une partie de celui-ci (cône qui se termine sur le corps de la mèche) voir photo ci-après, sinon les pointes ne toucheront pas correctement la pièce.
Une fois cela réalisé, placez le toc d’un côté de la pièce et serrez le. Réglez le doigt afin qu’il entraine le toc, mettez en contact le doigt et le toc (ceci pour éviter un choc lorsque le doigt se mettra en mouvement) et enclenchez le tour. Vous pouvez dès lors usiner la pièce. Vous pouvez à tout moment retourner la pièce pour usiner l’autre côté sans que cela ne pose de problème de concentricité. N’oubliez pas de lubrifier la pointe tournante afin de la préserver d’un grippage.
Le toc, une fois serré sur une portée ronde, peut avoir tendance à glisser si la force d’usinage est trop grande. Il faut donc adapter ses passes et la vitesse d’avance en conséquence.
En usinage d’ébauche, il est préférable d’ébaucher tout ce que l’on peut en mandrin ou en pince et ensuite seulement réaliser la finition entre pointe. Exactement comme si vous ébauchiez une pièce à tremper et que vous faisiez le rectifiage après trempe, entre pointes.
Réalisation
Je vous mets ci-après un petit montage (vidéo et photo) de l’usinage de la pièce que j’ai réalisé entre pointes.
Pour information cette pièce est un outillage que j’ai fait pour ma presse à balancier. Malgré certaines contraintes de forme tolérancées, j’aurais très bien pu l’usiner en la serrant au départ sur un mandrin 4 morts indépendants. Ceci dit, tout le monde ne possède pas ce genre de mandrin et cette solution s’avère être bien pratique. Le mieux encore aurait été de partir d’une barre ronde, mais je n’en avais pas en stock. Pendant l’usinage de cette pièce, je me suis rendu compte d’une chose. Une fois l’ébauche réalisée sur un côté, j’aurais dû faire le reste de l’ébauche en mandrin puis revenir au tournage entre pointes pour la finition. C’est quand même allé, mais j’ai pas mal galéré.
Ce qu’il faut retenir de ce mode d’entrainement. Cela permet de travailler sur toute la longueur de la pièce, en gardant une concentricité parfaite. Par contre ce système ne permet pas d’entrainement avec de gros efforts, on l’utilisera prioritairement pour les passes de finition.
Voilà c’est à peu près tout ce que j’avais à présenter sur le tournage entre pointes. N’hésitez pas à laisser vos commentaires et/ou question en dessous. J’y répondrai dès que possible.
A bientôt
PAM
Retrouvez également toutes mes vidéos sur ma chaine YouTube.
Laisser un commentaire